

电 话:18005720013
邮 箱:18790740@qq.com
网址:www.zczn56.com
地 址:浙江省湖州市吴兴区七幸路999号6幢厂房内

在带式输送机工作的全过程中,如果突然停机或不能正常运行,将危及生产线的全部正常运行,造成严重的财产损失。因此,要灵活运用其简单的安装工艺,合理处理常见问题。南京滚筒跑偏是皮带运行全过程中的常见故障。为了合理处理这类问题,需要提高安装精度,加强维护和维修工作。尾辊的调整方式与顶辊的调整方式正好相反。具体方法是皮带的哪一侧偏位,惰轮组的哪一侧向皮带的正确方向移动,或者另一侧后退。一般情况下,这种方式更适用于双运或总长度较短的南京滚筒。

电动滚筒是皮带输送机的主要动力源。南京滚筒的工作特性是:长时间连续运行,因此要求电动机连续运行。输送机停止后,需要在负载下启动南京滚筒,因此要求电动机具有更大的启动扭矩,并且启动电流不应太大。正确选择电动机的额定功率的原则是在可以将电动机用作机械负载要求的前提下,以比较经济,比较合理的方式确定电动机的功率。在确定电动机的功率时,需要考虑电动机的发热,从而考虑到过载能力和起动性能这三个因素。

1,带式输送机刚投入运行时,应注意检查刮板链条的松紧程度,因为煤斗之间的连接会因运行而变小。如果链条扣太松,链条会卡住、跳脱、断裂,传动链会脱落。检查方法是转动南京滚筒,清点松脱链节的数量。2,平行线应保持在掘进工作面。如果驱动面弯曲,两条链条的支撑力会不同,传动链会损坏不均匀或底部链条会从路面上脱落、卡住或断裂。3,南京滚筒应无需急转弯。弯曲部分不得低于8个煤斗。更换时注意前后千斤顶的相互配合,防止急转弯。
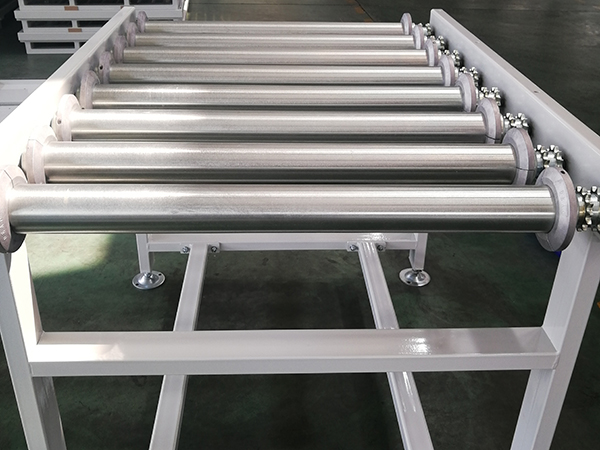
辊道输送机组装前,应了解随机图纸和设备安装工艺,并对零部件的配合尺寸等进行复核和清理。在清洗过程中,应严格按照有关规定进行。设备零部件清洗后应符合下列要求:设备表面在白天或在15-20w荧光灯下肉眼应无残留污垢;在设备组装过程中,设备底座应先找正找平,再组装其它部件。南京滚筒与滚子的连接,如采用螺栓,南京滚筒与螺栓连接时,螺栓不应满足螺栓和螺栓螺栓的要求,应按装配中规定的预紧力预紧螺栓所需的连接;螺栓和螺母拧紧后,螺栓应露出螺母2~4个螺距。
1.检查皮带网带式南京滚筒驱动装置的安装底座是否损坏,破裂,地脚螺栓是否松动。2.检查止动器是否损坏或漏气,声音是否正常。3.检查南京滚筒皮带输送机是否有泄漏和油脂量。4.检查传动装置各部位是否有异常声音或振动,各点温度是否正常。5.检查卸料斜槽的原料流动是否正常,是否有沉积物或堵塞物,以及返回的物料,并检查提升机外壳是否为负性或部分粉尘。6.检查所有检查门和检查口是否关闭,以及是否正确密封。

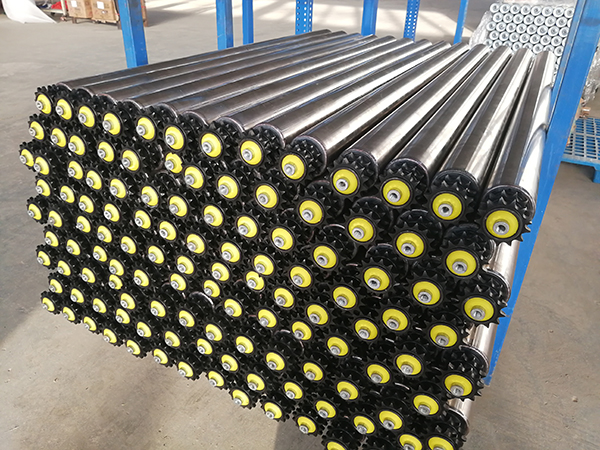
带式输送机带式胶带可用于多种预浸料的输送。缓冲托辊:开槽缓冲托辊、缓冲托辊、自动定心辊、缓冲辊。槽形托辊支撑滚动轴承环,输送松散的原材料;调心辊用于调整传动带的侧面,以防出错。缓冲辊安装在接收位置。减少原材料对南京滚筒的危害。滚筒:驱动滚筒和反向滚筒滚筒。驱动辊的驱动部件是关键。张紧安装方法:对拉螺杆张紧、平衡块张紧、液压机张紧,当南京滚筒超过所需支撑力时,为防止拖动驱动辊,并保证滚筒在输送带中间偏移范围。




