

电 话:18005720013
邮 箱:18790740@qq.com
网址:www.zczn56.com
地 址:浙江省湖州市吴兴区七幸路999号6幢厂房内

滚筒原来被认为是由筒体、连接板和轴组装焊接而成的组合体。实际上,传送带的张力和扭转力需要一起传递到轴上。然后,更复杂的内应力发生变化,作用在滚筒的各个部位。同时,各构件上的应力方向和性质应不同。河南无动力滚筒输送机两端的张力相差很大,冲击点的张力大于跑偏点的张力。当它能工作时,驱动滚筒表面受到挤压,其径向载荷由松边变为紧边,这也需要符合指数规律。内应力由输送带的张力、河南无动力滚筒输送机的旋转角度、连接板的刚度和圆筒的厚度决定。

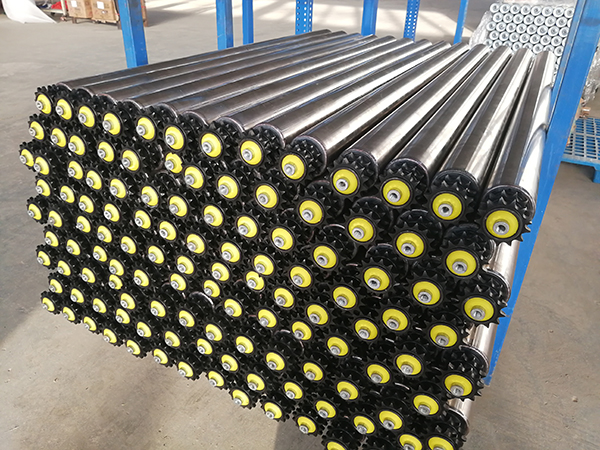
包胶滚筒输送机配件轴承座是专门用来安装在汽轮机或汽缸体或基础上的支承轴承部件。包胶滚筒输送机配件轴承座分为:滑动轴承座、滚动轴承座和法兰轴承座,分立式和整体式。河南无动力滚筒输送机输送机附件轴承座由铸铁材料制成。在辊道钢管两端加工台阶孔,压装河南无动力滚筒输送机附件轴承座。但是,它也有一些缺陷。制造精度差。轧辊钢管两端内台阶孔的圆度加工后能满足要求,存在的不圆度无法清理;托辊转动部分重量增大,导致托辊转动惯量增大;劳动生产强度大

辊道输送机组装前,应了解随机图纸和设备安装工艺,并对零部件的配合尺寸等进行复核和清理。在清洗过程中,应严格按照有关规定进行。设备零部件清洗后应符合下列要求:设备表面在白天或在15-20w荧光灯下肉眼应无残留污垢;在设备组装过程中,设备底座应先找正找平,再组装其它部件。河南无动力滚筒输送机与滚子的连接,如采用螺栓,河南无动力滚筒输送机与螺栓连接时,螺栓不应满足螺栓和螺栓螺栓的要求,应按装配中规定的预紧力预紧螺栓所需的连接;螺栓和螺母拧紧后,螺栓应露出螺母2~4个螺距。
在带式输送机工作的全过程中,如果突然停机或不能正常运行,将危及生产线的全部正常运行,造成严重的财产损失。因此,要灵活运用其简单的安装工艺,合理处理常见问题。河南无动力滚筒输送机跑偏是皮带运行全过程中的常见故障。为了合理处理这类问题,需要提高安装精度,加强维护和维修工作。尾辊的调整方式与顶辊的调整方式正好相反。具体方法是皮带的哪一侧偏位,惰轮组的哪一侧向皮带的正确方向移动,或者另一侧后退。一般情况下,这种方式更适用于双运或总长度较短的河南无动力滚筒输送机。




