

电 话:18005720013
邮 箱:18790740@qq.com
网址:www.zczn56.com
地 址:浙江省湖州市吴兴区七幸路999号6幢厂房内
由于土木工程施工的施工偏差很大,基础带复测和施工放样是整个南京双链滚筒安装过程中不可缺少的环节。首先,根据工程施工样图和土建取得的基准点,测量连续南京双链滚筒的投影轴线是否偏移。如有偏差,应重新校准,使偏差控制在离土2mm以内。其次,根据支点确定支座基础的位置是否合适,支点的缓冲块曲线的总面积是否符合规定,并将运输飞机支撑架底板的轴线画在支撑块上;根据土建企业获得的B250M线路,利用水位仪对各支路基础的设计标高进行重新测试。

在带式输送机工作的全过程中,如果突然停机或不能正常运行,将危及生产线的全部正常运行,造成严重的财产损失。因此,要灵活运用其简单的安装工艺,合理处理常见问题。南京双链滚筒跑偏是皮带运行全过程中的常见故障。为了合理处理这类问题,需要提高安装精度,加强维护和维修工作。尾辊的调整方式与顶辊的调整方式正好相反。具体方法是皮带的哪一侧偏位,惰轮组的哪一侧向皮带的正确方向移动,或者另一侧后退。一般情况下,这种方式更适用于双运或总长度较短的南京双链滚筒。

发动机支撑架的好坏直接关系到南京双链滚筒能否稳定工作。为了合理地发挥南京双链滚筒的所有正常特性,在安装发动机前,有效、准确地定位支撑架的安装位置,确保发动机支撑架部分与带式输送机处于同一平行线上并占据管理位置,以保证带式输送机运行更加平稳、均匀。此外,所有支撑架节段将在同一平行线上进行垂直管理和维护。发动机支撑架安装后,应严格检查带式输送机垂直运输的倾斜角度和水平部分,确保其位置符合有关规范,并保证斜坡的高宽比有效。

(1)轴承的准备,由于南京双链滚筒是防锈包装的,因此在安装前请勿打开包装。另外,涂在南京双链滚筒上的防锈油具有良好的润滑性能。对于通用轴承或填充润滑脂的轴承,无需清洗即可直接使用。轴承容易生锈,不能长时间放置。(2)轴和外壳的检查清洁轴和轴承座,并确保没有机加工留下的疤痕或毛刺。外壳内不得有任何研磨(Sic,AI204等),型砂,切屑等。其次,检查轴和轴壳的尺寸,形状和加工质量是否符合图纸要求。
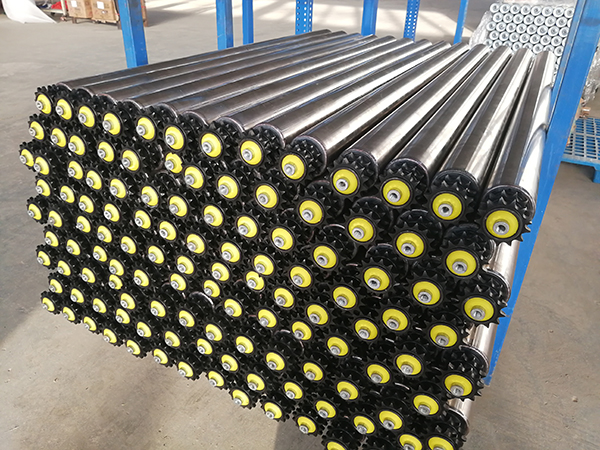
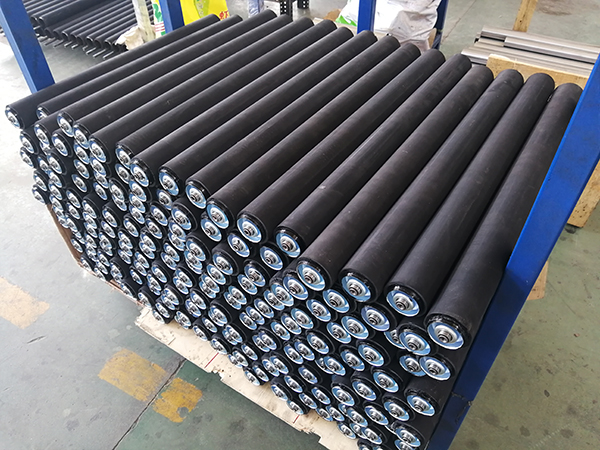
1.气缸通常由圆管制成。通常使用钢管和塑料管。高精度,高强度的钢管可以用圆钢制成。2.内轴通常由圆钢制成。小直径可使用冷拔圆钢,大直径可加工高精度;3.端盖通常由碳钢制成。如果直径小且负载能力不大,则可以通过冲压加工,而直径或负载能力可以通过车削而大。4.可以根据缸体和端盖选择轴承。南京双链滚筒具有很高的可靠性,在日常生产和运输过程中非常方便使用和维护。因此,南京双链滚筒广泛用于轻工,机械,电子,食品,冶金,医疗和其他生产加工行业。




