

电 话:18005720013
邮 箱:18790740@qq.com
网址:www.zczn56.com
地 址:浙江省湖州市吴兴区七幸路999号6幢厂房内
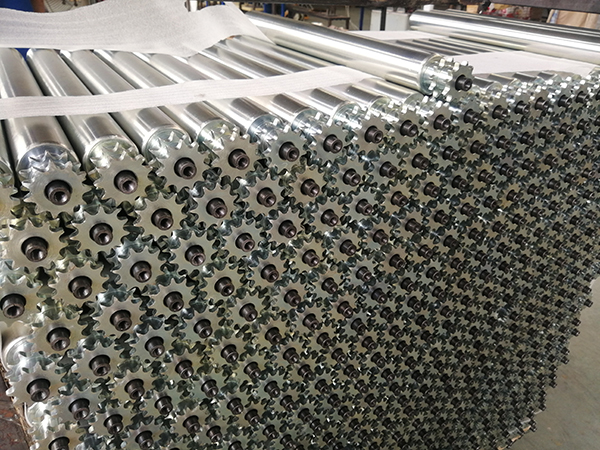
滚筒原来被认为是由筒体、连接板和轴组装焊接而成的组合体。实际上,传送带的张力和扭转力需要一起传递到轴上。然后,更复杂的内应力发生变化,作用在滚筒的各个部位。同时,各构件上的应力方向和性质应不同。四川无动力滚筒输送机两端的张力相差很大,冲击点的张力大于跑偏点的张力。当它能工作时,驱动滚筒表面受到挤压,其径向载荷由松边变为紧边,这也需要符合指数规律。内应力由输送带的张力、四川无动力滚筒输送机的旋转角度、连接板的刚度和圆筒的厚度决定。

电动滚筒是皮带输送机的主要动力源。四川无动力滚筒输送机的工作特性是:长时间连续运行,因此要求电动机连续运行。输送机停止后,需要在负载下启动四川无动力滚筒输送机,因此要求电动机具有更大的启动扭矩,并且启动电流不应太大。正确选择电动机的额定功率的原则是在可以将电动机用作机械负载要求的前提下,以比较经济,比较合理的方式确定电动机的功率。在确定电动机的功率时,需要考虑电动机的发热,从而考虑到过载能力和起动性能这三个因素。

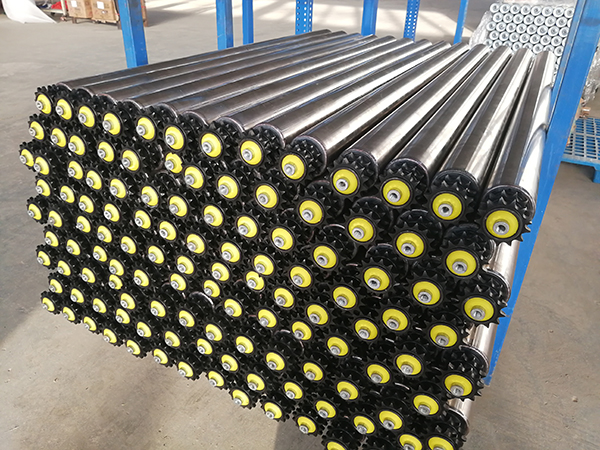
带式输送机带式胶带可用于多种预浸料的输送。缓冲托辊:开槽缓冲托辊、缓冲托辊、自动定心辊、缓冲辊。槽形托辊支撑滚动轴承环,输送松散的原材料;调心辊用于调整传动带的侧面,以防出错。缓冲辊安装在接收位置。减少原材料对四川无动力滚筒输送机的危害。滚筒:驱动滚筒和反向滚筒滚筒。驱动辊的驱动部件是关键。张紧安装方法:对拉螺杆张紧、平衡块张紧、液压机张紧,当四川无动力滚筒输送机超过所需支撑力时,为防止拖动驱动辊,并保证滚筒在输送带中间偏移范围。

对于动力辊道输送机来说,其控制系统的设计是成功的一半,因此其控制系统对企业的生产经营至关重要。四川无动力滚筒输送机控制系统是整机设计的关键部分。在机械化运输系统中,如果某一设备的启停对前后设备有影响,应采用联锁控制。如果设备的启动和停止不影响其他设备,则不能参与联锁。停机时,顺序与开车相反,即先停止进料设备,再从四川无动力滚筒输送机的一台设备启动,再沿物流运输方向依次推迟停机,使设备上的所有物料尽可能地清空,避免按要求启动皮带。
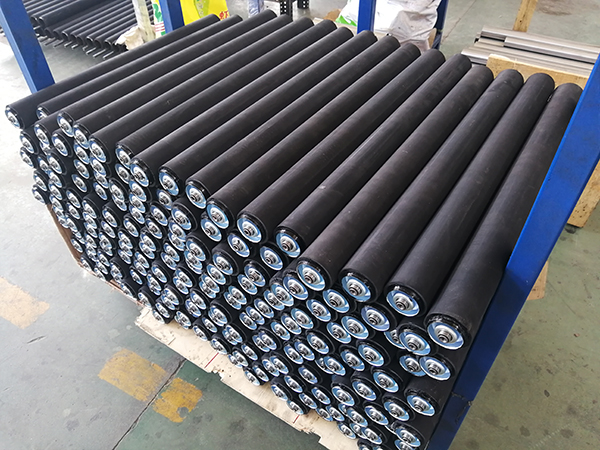
包胶滚筒输送机配件轴承座是专门用来安装在汽轮机或汽缸体或基础上的支承轴承部件。包胶滚筒输送机配件轴承座分为:滑动轴承座、滚动轴承座和法兰轴承座,分立式和整体式。四川无动力滚筒输送机输送机附件轴承座由铸铁材料制成。在辊道钢管两端加工台阶孔,压装四川无动力滚筒输送机附件轴承座。但是,它也有一些缺陷。制造精度差。轧辊钢管两端内台阶孔的圆度加工后能满足要求,存在的不圆度无法清理;托辊转动部分重量增大,导致托辊转动惯量增大;劳动生产强度大
在带式输送机工作的全过程中,如果突然停机或不能正常运行,将危及生产线的全部正常运行,造成严重的财产损失。因此,要灵活运用其简单的安装工艺,合理处理常见问题。四川无动力滚筒输送机跑偏是皮带运行全过程中的常见故障。为了合理处理这类问题,需要提高安装精度,加强维护和维修工作。尾辊的调整方式与顶辊的调整方式正好相反。具体方法是皮带的哪一侧偏位,惰轮组的哪一侧向皮带的正确方向移动,或者另一侧后退。一般情况下,这种方式更适用于双运或总长度较短的四川无动力滚筒输送机。




